Ремонт винтовых блоков
промышленных компрессоров
переборка и замена подшипников
Сервисцентр КЭТ выполняет полный цикл восстановления компрессорного элемента — дефектовку, переборку роторной пары, замену радиальных и упорных подшипников, регулировку тепловых зазоров. Все работы проводятся выездной бригадой на объекте заказчика, без демонтажа и транспортировки установки.
компрессоров
переборка блока
выезд
Три параметра, которые определяют судьбу винтового блока
Проблема, регламент и решение — всё, что нужно знать главному механику до начала диагностики.
Проблема
Подшипники ротора и вала — единственный расходный элемент с конечным ресурсом в масляном винтовом блоке. При их износе осевой люфт нарушает зазор ротор-корпус. Через 100–400 ч после первых симптомов наступает заклинивание, после которого блок становится нереставрируемым.
Решение КЭТ
Выездная бригада прибывает с полным комплектом подшипников SKF/FAG, уплотнений и измерительного оборудования. Переборка блока — без демонтажа компрессора, без транспортировки. За 1 рабочий день.
Температура блока выросла на +5–8 °C от нормы и держится — это не «погода». Это отсчёт до аварийной остановки. Каждые 100 часов в этом режиме сокращают остаточный ресурс подшипников на 20–30%. Выездная диагностика стоит в 50–100 раз меньше, чем замена нового блока.
Цифры, которые должен знать каждый механик
Статистика отказов компрессорных блоков в промышленной эксплуатации — по регламентам производителей SKF, FAG и полевой практике инженеров КЭТ за 10 лет выездной работы на объектах Москвы и МО.
Люфт ротора — тихий убийца блока
Износ радиального подшипника увеличивает зазор между роторами и корпусом. При зазоре свыше 0,05 мм начинается металлический контакт. Стружка, попавшая в масляную систему, за 8–12 часов работы разрушает оба ротора и вал — блок списывается.
Температура — первый сигнал износа
Рост температуры нагнетания на 5–8 °C при неизменной нагрузке указывает на увеличение сил трения в опорах. Это не повод «подождать» — это сигнал заказать виброакустическую диагностику в течение 2–3 рабочих дней.
Металл в масле — индикатор перед отказом
Анализ масла на металлические частицы выявляет износ подшипников за 500–1 500 моточасов до видимых симптомов. Превышение порога железа в 40 мг/кг — показание к немедленной переборке блока.
Вибродиагностика — без разборки
Инженеры КЭТ используют вибродатчик SKF Microlog на корпусе блока. По частотному спектру определяется характер и степень повреждения опор без разборки установки. Время диагностики — 40–60 минут на объекте.
Критические параметры винтового блока — норма, внимание, аварийный порог
| Параметр | Норма | Внимание | Аварийный порог | Последствие |
|---|---|---|---|---|
| Осевой зазор ротора | 0,01–0,02 мм | 0,03–0,05 мм | > 0,05 мм | Контакт ротор-корпус, задир, списание блока |
| Температура нагнетания | < 90 °C | 90–100 °C | > 105 °C | Деградация масла, коксование клапана, задиры |
| Вибрация на корпусе блока | < 2,8 мм/с | 2,8–4,5 мм/с | > 7,1 мм/с | Усталостное разрушение обоймы подшипника |
| Железо в масле (Fe) | < 20 мг/кг | 20–40 мг/кг | > 40 мг/кг | Абразивный износ роторов, повреждение уплотнений |
| Рабочее давление | 7,5–8,5 бар | 6,5–7,5 бар | < 6,0 бар | Потери в пневмосети, перерасход эл/эн на 18%+ |
| Масло в воздухе (ISO 8573-1) | < 1 мг/м³ | 1–3 мг/м³ | > 3 мг/м³ | Загрязнение пневмосети, брак продукции, рекламации |
Данные по осевому зазору — для блоков до 75 кВт (SKF Application Handbook). Для блоков от 90 кВт допуски уточняются по паспорту установки.
Устройство винтового блока и физика отказов подшипников
Понимание конструкции — основа грамотной эксплуатации. Этот раздел объясняет, из каких узлов состоит компрессорный элемент, почему подшипники изнашиваются именно так, и в какой момент плановая переборка превращается в необходимость.
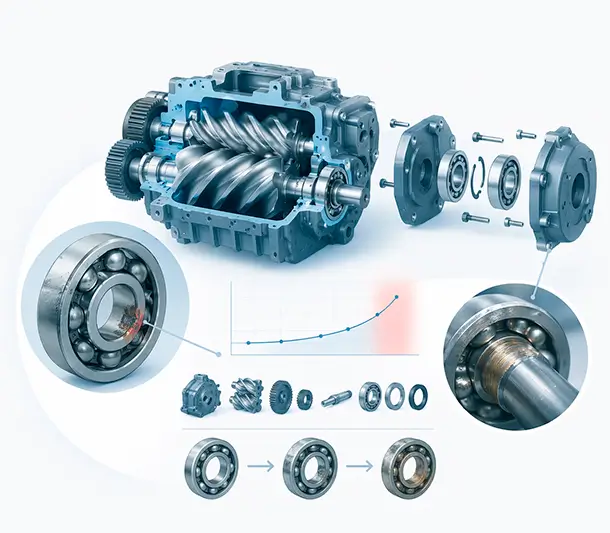
Из чего состоит компрессорный элемент
Три стадии деградации подшипника в винтовом блоке
От первых симптомов до аварийной остановки — как развивается отказ
Питтинг беговых дорожек, микротрещины в обойме. Видимых симптомов нет. Выявляется только виброакустическим анализом или трибодиагностикой масла.
Осевой люфт превысил 0,03 мм. Температура нагнетания выросла на 5–8 °C. Железо в масле выше 25 мг/кг. Характерный свист или шорох при работе блока.
Разрушение обоймы или тел качения. Осколки попадают в рабочую полость. Контакт ротор-корпус, задир. Блок клинит. Восстановление невозможно — замена нового блока от 600 000 руб.
Вывод: стадия 1 и начало стадии 2 — окно возможностей для плановой переборки. Стоимость замены подшипников на этом этапе в 8–12 раз ниже, чем полная замена блока. После задира роторов — только утилизация.
Подшипники SKF и FAG
КЭТ использует только оригинальные подшипники SKF и FAG с сертификатами соответствия. Аналоги без документов — не устанавливаем.
- SKF серий NU, NJ, 7000
- FAG серий NJ, 72B, 32
- Оригинальные NSK для азиатских блоков
Поддерживаемые марки блоков
Переборка компрессорных элементов всех основных производителей, представленных на российском рынке.
- Kaeser — SM, SK, BSD, CSD, ASD
- Ingersoll Rand — UP, R-Series, Next
- Atlas Copco — GA, GX, G
- Kraftmann, Remeza, Comprag
- ЗИФ, Fubag, Fini и другие
Инструмент и оснастка КЭТ
Специализированный инструмент — съёмники, оправки, индикаторы — приезжает с инженером на объект. Переборка без перевозки компрессора.
- Гидравлический съёмник подшипников
- Индикатор часового типа (±0,001 мм)
- Нагреватель подшипников SKF TMBH1
- Вибродатчик SKF Microlog для диагностики
Симптомы неисправного блока и методы диагностики на объекте
Компрессор сигнализирует об износе задолго до аварийной остановки. Задача механика — правильно интерпретировать эти сигналы и не спутать поломку блока с неисправностью маслосистемы или электродвигателя. Этот раздел даёт конкретные пороговые значения, по которым инженеры КЭТ принимают решение о переборке.
Коды ошибок контроллеров — что говорит автоматика блока
Контроллер фиксирует нештатные режимы до того, как оператор замечает симптомы. Таблица охватывает три наиболее распространённых семейства управляющей автоматики.
| Контроллер | Код / Ошибка | Причина | Действие |
|---|---|---|---|
| Kaeser Sigma Control | E-0122 |
Превышение температуры нагнетания > 110 °C | Диагностика блока, замена масла |
| Kaeser Sigma Control | W-0085 |
Предупреждение — температура выше 100 °C более 30 мин | Проверить маслоохладитель и блок |
| Ingersoll Rand INTELLISYS | F22 |
Высокая температура нагнетания, аварийная остановка | Вскрытие, дефектовка блока |
| Ingersoll Rand INTELLISYS | F41 |
Аварийное давление нагнетания — перетечки через блок | Измерение зазоров роторов |
| Atlas Copco Elektronikon | AL 21 |
Температура нагнетания — аварийный уровень | Диагностика, трибоанализ масла |
| Atlas Copco Elektronikon | WA 20 |
Предупреждение о высокой температуре нагнетания | Проверить масло и охладитель |
Как КЭТ диагностирует блок на объекте — 5 шагов
Снимаем историю аварий и предупреждений. Сравниваем базовые значения температуры нагнетания за последние 6 месяцев. Определяем тенденцию роста.
Прибор SKF Microlog — замеры виброскорости в трёх плоскостях на корпусе блока. Норма до 4,5 мм/с. Результат сравниваем с базовым замером при вводе в эксплуатацию.
Отбор пробы масла из маслоотделителя — экспресс-анализ на содержание металлов (Fe, Cr, Ni, Cu). Даёт ответ на вопрос: подшипники или роторная пара.
Индикатором часового типа через сервисный лючок или после частичной разборки крышки — замер осевого люфта ведущего вала. Допуск по SKF — 0,01–0,02 мм. Свыше 0,04 мм — однозначно переборка.
По результатам всех замеров — письменное заключение с конкретным решением: продолжить эксплуатацию до следующего ТО, назначить плановую переборку или выполнить аварийную замену подшипников.
Пороговые значения — таблица решений для механика
| Параметр | Норма | Внимание | Переборка |
|---|---|---|---|
| Температура нагнетания | до 95 °C | 96–104 °C | ≥ 105 °C |
| Виброскорость (ISO 10816) | до 2,8 мм/с | 2,8–4,5 мм/с | ≥ 4,5 мм/с |
| Осевой люфт вала | 0,01–0,02 мм | 0,02–0,04 мм | ≥ 0,04 мм |
| Железо в масле (Fe) | до 15 мг/кг | 15–25 мг/кг | ≥ 25 мг/кг |
| Падение давления нагнетания | до 0,15 бар | 0,15–0,35 бар | ≥ 0,35 бар |
Алгоритм переборки винтового блока — как работает КЭТ
Переборка — это не просто «разобрать и собрать». Каждый этап выполняется по заводским допускам с контрольными замерами. Ниже описан полный протокол работ, который применяет сервисцентр КЭТ при выезде на объект заказчика.
переборки на объекте
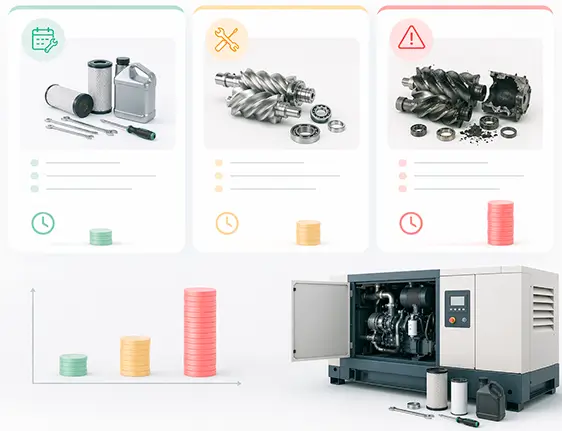
Плановое ТО против аварийного простоя
Каждый пропущенный интервал обслуживания винтового блока обходится дороже, чем предыдущий. Ниже — расчёт реальных потерь и сравнение трёх сценариев для установки мощностью 37 кВт, работающей в две смены.
Детальный расчёт потерь для установки 37 кВт, 2 смены
| Статья затрат | Сценарий А | Сценарий Б | Сценарий В |
|---|---|---|---|
| Расходные материалы | 28 000 ₽ | 35 000 ₽ | 55 000 ₽ |
| Стоимость работ | 57 000 ₽ | 145 000 ₽ | 320 000 ₽ |
| Перерасход электроэнергии | 0 ₽ | 60 000 ₽ | 90 000 ₽ |
| Потери от простоя | < 5 000 ₽ | до 30 000 ₽ | от 215 000 ₽ |
| Итого за год | 85 000 ₽ | 270 000 ₽ | от 680 000 ₽ |
Расчёт основан на средних показателях по московскому региону за 2024–2025 гг. Тариф на электроэнергию — 7,2 руб./кВт·ч. Стоимость машино-часа простоя производства — 4 500 руб.
Переборка винтового блока в плановом режиме стоит в 3–8 раз дешевле, чем восстановление после аварийного отказа. При этом плановый срок выполнения работ составляет 8–12 часов против 3–5 рабочих дней в экстренном случае. Инвестиция в ежегодное ТО окупается при первом же предотвращённом аварийном останове.
Выездная бригада на объекте или сдача в мастерскую
Многие заказчики привыкли транспортировать оборудование в сервисный центр. Практика КЭТ показывает, что для промышленных компрессоров мощностью от 15 кВт выездная переборка на месте эксплуатации выгоднее по времени и по итоговой стоимости в большинстве случаев. Разберём оба варианта по ключевым параметрам.
| Параметр | Выезд КЭТ | Мастерская |
|---|---|---|
| Срок простоя (плановый) | 8–12 часов | 3–14 дней |
| Срок при аварийном вызове | 4 ч — выезд, 1–2 дня — ремонт | от 5 рабочих дней |
| Логистические затраты | 0 ₽ | 15 000–40 000 ₽ |
| Контроль заказчика | Полный, на месте | Только акт выполненных работ |
| Диагностика смежных систем | Включена в визит | По отдельному договору |
| Гарантия на работы | 6 месяцев | Зависит от исполнителя |
| Когда предпочтительна мастерская | - | Шлифовка роторов, восстановление корпуса, сложный капремонт |

Как проходит выездная переборка
Инженер КЭТ уточняет модель, наработку, симптомы — формирует список необходимых запчастей. Согласуется удобное технологическое окно.
Фиксируется LOTO-процедура. Сброс давления и масла, охлаждение блока до температуры ниже 40°C.
Разборка блока, замеры зазоров нутромером, осмотр роторов и корпуса. Фотофиксация каждого дефекта. Составляется дефектовочный акт.
Установка новых подшипников SKF или FAG с нагревом индуктором до 100–120°C. Затяжка крепежа динамометрическим ключом согласно регламенту производителя.
Контрольный запуск с замером тока, давления и вибрации. Заполнение акта сдачи-приёмки. Передача паспорта подшипников и рекомендаций по следующему ТО.
Kaeser SM 15 на автомобильном производстве — от вибрации до запуска за 11 часов
Ниже — подробное описание реального обращения в КЭТ. Данные клиента анонимизированы по условиям договора о конфиденциальности. Все технические параметры и замеры приведены точно, как зафиксированы в дефектовочном акте и протоколе приёмки.

Как развивалась проблема
Контроллер Sigma Control 2 зафиксировал вибрацию 3,8 мм/с при норме до 2,8 мм/с. Механик отметил в журнале, но решение об остановке не принималось.
Штатная норма Kaeser SM 15 — до 95°C. Датчик температуры выдавал предупреждение W21. Термостатический клапан проверили — в норме. Причину не установили.
Компрессор встал в ночную смену. Линия окраски кузовов остановлена — пневматика не подаётся. Оперативный звонок в КЭТ в 04:10.
Дежурный инженер принял заявку, уточнил модель и код ошибки. Бригада выехала с комплектом подшипников SKF 6312 и 6310, уплотнениями и расходниками.
Что обнаружила дефектовка
SKF 6312 — раскол сепаратора, усталостное выкрашивание дорожки качения. Осколки попали в масло.
SKF 6310 — питтинг на внутреннем кольце, люфт 0,06 мм при норме до 0,02 мм.
Анализ масла показал концентрацию Fe 47 мг/кг при норме до 20 мг/кг. Маслофильтр забит на 85%.
Профили роторов не затронуты — блок не успел получить критические повреждения. Зазоры в норме.
Выполненные работы
- 1 Демонтаж блока, полная разборка, фотодефектовка всех узлов
- 2 Замена 4 подшипников SKF: 6312 (×2) и 6310 (×2), монтаж с индукционным нагревом
- 3 Замена всех торцевых уплотнений и стопорных колец
- 4 Промывка маслосистемы, замена масла Kaeser Sigma Fluid S-460 (10 л) и маслофильтра
- 5 Сборка блока, регулировка осевых зазоров по заводским допускам Kaeser
- 6 Контрольный пуск: замер тока (18,2 А при норме 18,5 А), давления 8,1 бар, вибрации 0,9 мм/с
Хронология дня ремонта
в КЭТ
бригады
и дефектовка
подшипников
и заправка
запуск
Позвонили в 4 утра без особой надежды — думали, будем стоять до обеда. Бригада приехала через 45 минут, чётко объяснили что сломалось и почему. К полудню компрессор работал. Обидно, что предупреждения на контроллере игнорировали три недели — теперь поставили регламент ТО и проверяем вибрацию еженедельно.
-
Простой — 11 часов вместо 3–5 дней при передаче в мастерскую
-
Вибрация 0,9 мм/с после ремонта при аварийных 3,8 мм/с до него
-
Энергопотребление снизилось на 11% — ротационная пара освободилась от нагрузки изношенных подшипников
-
Роторная пара сохранена — своевременный выезд предотвратил задиры стоимостью 280 000–350 000 ₽
-
Гарантия 6 месяцев и регламент планового ТО на следующие 4 000 моточасов
Чек-лист приёмки винтового блока после переборки
Используйте этот перечень при приёмке работ от любого сервисного подразделения, включая собственную ремонтную службу предприятия. Каждый пункт имеет конкретный измеримый критерий — никаких субъективных оценок. Распечатайте и подпишите акт только после прохождения всех позиций.
точек приёмки
- Нет паспортов на подшипники или упаковка вскрыта ранее
- Вибрация при запуске выше 4,5 мм/с
- Слышен металлический стук или скрежет
- Температура подшипникового узла выше 85°C через 30 мин.
- Нет письменного акта дефектовки с замерами
КЭТ передаёт заказчику заполненный чек-лист по всем 28 позициям вместе с актом приёмки. Все замеренные параметры — в документе, а не на словах.
Заказать ремонт с полным актом приёмкиЛитература и источники, использованные при подготовке статьи
Статья подготовлена на основании нормативной документации, сервисных руководств производителей и открытых профессиональных источников. Все технические данные верифицированы практикой эксплуатации за 2023–2026 годы.
Российские отраслевые источники
-
Ремонт винтовых компрессоров — регламент и способы профилактики неисправностей
vils.ru
-
Ремонт винтовых блоков — технология и нормативы
rdrus.ru
-
Измерение биения подшипников ведущего и ведомого валов
pnevmo-sklad.ru
-
Ремонт и обслуживание винтовых компрессоров
compressorgroup.ru
-
Капитальный ремонт винтовых блоков — технология
airstandart.com
-
Когда ремонт винтового блока выгоднее замены
ruscable.ru
-
Стоимость простоя производства — ROI модернизации 2025
inner.su · 2025
-
Методика расчёта убытков от простоя оборудования
xspb.ru
Нормативная база и зарубежные источники
-
ISO 10816-3 — Вибрация. Оценка вибрации машин по измерениям на невращающихся частях
Международный стандарт · допуск до 4,5 мм/с для промышленных компрессоров
-
ISO 492 — Подшипники качения. Допуски. Класс P6
Международный стандарт
-
How to determine whether the air compressor host needs major repairs
sollant.biz · EN
-
How to maintain a rotary screw compressor — overhauling
seaglobaluae.com · EN
-
Rebuilding an air compressor air end — everything you need to know
fluidairedynamics.com · EN
-
Kaeser Service Manual SK 15–SK 37 (2022) — Регламент обслуживания, допуски, моменты затяжки
Официальная документация производителя
-
Ingersoll Rand UP5–UP15 Service Manual (2023) — Замена подшипников, регулировка зазоров
Официальная документация производителя
-
SKF Bearing Maintenance Handbook — тепловая посадка, моменты, допуски
SKF Group · официальное руководство
Все технические параметры сверены с сервисными мануалами Kaeser, Ingersoll Rand и Atlas Copco. Экономические расчёты основаны на реальных случаях из практики КЭТ за 2023–2026 годы. Нормативные допуски соответствуют ISO 10816 и ISO 492.
Закажите переборку винтового блока — выезд за 24 часа
Опишите марку компрессора и симптомы — за 15 минут согласуем дату и рассчитаем стоимость работ без скрытых доплат.
Оставить заявку
Выезд на объект в течение 24 часов
- Выезд инженеров на объект без доплат по Москве и МО
- Дефектовка и акт с замерами до и после ремонта
- Подшипники SKF / FAG — сертифицированные, с QR-кодом
- Гарантия 6 месяцев на выполненные работы
Сервисцентр КЭТ — профессиональный ремонт винтовых блоков с 2014 года
Переборка на вашем объекте. Без демонтажа и транспортировки. Акт с замерами до и после. Гарантия 6 месяцев.